Digital Alloys’ Guide to Metal Additive Manufacturing - Part 14
Near-Net-Shape Manufacturing
December 11th, 2019
Fast, low-cost manufacturing processes are needed to produce metal parts at scale, but such processes rarely have the resolution and accuracy required to meet final specifications. As a consequence, multiple manufacturing processes are usually used; the first to produce a rough (near-net) shape and then secondary, high resolution processes to refine the part to its final (net) shape. For most applications Metal Additive Manufacturing (AM) is a Near-Net-Shape (NNS) process, meaning it is used as the first, rough manufacturing process to produce parts that require secondary processing (usually CNC machining). NNS is a broadly used manufacturing term that encompasses a wide range of processes. This post highlights the value of NNS manufacturing and analyzes the use of Metal AM vs. conventional techniques like casting and forging.
Near-Net-Shape (NNS) Manufacturing
Engineered parts have critical accuracy and surface roughness requirements (specs) that ensure the part fits correctly into a larger assembled product and performs as designed. The accuracy ensures parts and surfaces mate correctly and surface roughness influences how the surfaces interact. For example, injection molding dies require high accuracy to ensure they fit together and smooth surfaces to produce a tight seal.
Most parts require high precision processes like CNC Machining to meet final specs. However, CNC Machining is very slow, costly and wasteful when used as the primary manufacturing method because it starts cutting from a solid block of metal (billet) that is much larger than the final part. There are large advantages in using a NNS process to efficiently produce an approximate shape, and then high precision net-shape processes to add the final touches. The result is less material waste, lower machining time, and a more scalable end-to-end process.
For a specific application, it is not always clear which processes are best for primary NNS and secondary net-shape manufacturing. Process selection is driven by required accuracy and surface roughness in conjunction with speed and cost. The below diagram highlights the typical accuracy and surface roughness ranges of common metal manufacturing processes (conventional and additive).
The processes in the lower left of the chart are net-shape processes that produce high accuracy and smooth surfaces but tend to be slower and higher cost. Processes in the upper right are NNS due to their low accuracy and surface roughness capabilities but tend to be faster and more cost-efficient. The gray gradient illustrates that a process is not always net-shape or NNS - usage depends on the specific application. As an example, sand casting is a relatively low accuracy process which produces rough surfaces that usually require finish machining. However, manhole covers have very low accuracy and surface roughness requirements which can be met by sand casting, making it a net-shape process in that application. Conversely, CNC machining is usually a net-shape process given its high accuracy and surface roughness capabilities, but in some applications, even machined parts require secondary polishing to meet final specs.
Characteristics of Near-Net-Shape Metal AM
Metal AM processes usually lack adequate accuracy and surface roughness to meet final part specs, and so are used mostly for NNS manufacturing. But in NNS manufacturing, accuracy and surface roughness determine how “near” the NNS part can be to the final shape, and how much extra material must be printed.
Here is a diagram from a prior blog of the surface roughness of various metal AM processes: https://www.digitalalloys.com/blog/surface-roughness/
In most Metal AM, process resolution is the biggest determinant of surface roughness. Together with process accuracy, process resolution defines the part’s approximate surface position and shape. The below diagram illustrates the stack up of process accuracy and resolution for metal deposition processes when printing a vertical surface. The amount of offset (extra material) defined in CAD for NNS manufacturing is referred to as “near-net-shape expansion”. The near-net-shape expansion must be greater than or equal to the accuracy and resolution stack up. This is a critical calculation in NNS manufacturing to ensure that no surface has negative offset (i.e. the part isn’t undersized).
Metal AM processes have lower accuracy and surface roughness than many conventional manufacturing processes. However, they have a key advantage - they do not require tooling, which is expensive, has long lead times, and constrains part geometry. While Metal AM processes lack in accuracy and surface roughness, they can usually produce a NNS that is closer to the final design than a casting or forging because they do not have the geometry constraints of these processes. Metal AM can produce much thinner, more complex features than other NNS processes. Below is an example of a simple bracket produced by various metal manufacturing processes (conventional and AM) and the corresponding volume of the NNS part:
The chart shows the wide range of NNS volumes that different manufacturing processes need to produce the same final part. The difference between the final, net-shape volume (61 cc) and the NNS volume is the amount of extra material that must be removed in post-processing. In the extreme case of machining from billet (furthest right), there is a huge amount of material waste. However, due to the relative simplicity of this process, it is still often used for prototyping and low volume aerospace and medical production applications. You can read further about Metal AM vs CNC Machining from billet in our prior post: https://www.digitalalloys.com/blog/comparison-additive-manufacturing-cnc-machining/
The difference between the net-shape and NNS part volume has a multiplying effect on overall manufacturing economics. This is because the expanded volume adds material cost and also significant time and cost for material removal in secondary, net-shape processing.
Economics of Near-Net-Shape Metal AM
Material waste and secondary, net-shape processing steps are often the largest cost components in manufacturing metal parts. Reducing these components offers a big opportunity for improving overall production costs. This is especially true for high-cost, hard-to-machine materials like titanium, tool steel, and nickel alloys. The amount of material that needs to be removed from NNS parts is a function of the process resolution and geometric capabilities. NNS processes with low resolution and geometric capability are not very efficient. As an example, forging produces NNS parts that typically require removal of 50%-80% of the forged material.
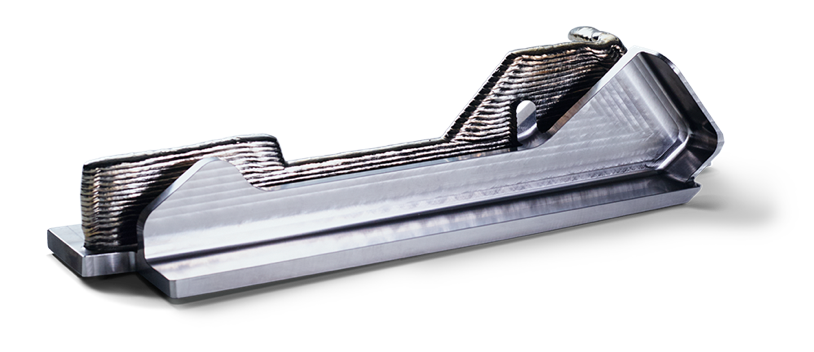
Metal AM has advantages versus processes like forging and casting because it reduces material waste and eliminates expensive, long lead tooling. However, when assessing metal AM for NNS manufacturing, both NNS production costs and post-processing costs must be considered. As an example, many companies are seeking to replace inefficient forging and casting processes with wire-based direct energy deposition (DED) AM – a very low-resolution process. The image below shows a wire DED printed part. The images show how a part progresses through machining steps from its NNS to the final geometry (right). The part’s final wall thickness is only ~3 mm but the deposition width from most wire DED processes is >10 mm. This results in a lot of material waste and additional machining time. This excess material, which is a direct result of the resolution limits of this particular AM process, reduces the cost savings available but is still more efficient than a forging.
For more information on the manufacturing workflows and economics of Metal AM please see our prior posts:
Conclusion
NNS processes can greatly improve production time, cost, and sustainability by reducing processing time and material waste. Metal AM is becoming an increasingly effective option for NNS manufacturing due to its superior geometry capabilities and because it doesn’t require expensive, long lead tooling. High-speed, low-cost Metal AM processes like wire-based approaches can often compete head to head with conventional NNS processes such as forging and casting. When these Metal AM processes can combine attractive speeds and costs with adequate resolutions they can compete for smaller cast and forged parts, even at high volumes. This is especially true for high-cost, difficult to process metals like titanium, tool steel, and nickel alloys.
When selecting the optimal end-to-end manufacturing workflow, all factors must be considered. These include total cost, time, and material waste. As the speeds, economics, quality, and geometry capabilities of metal AM all continue to improve, it will become increasingly valuable for NNS manufacturing. This will have broad industry impact, helping manufacturers to bring new, lower-cost products to market faster, and with less environmental impact.
—
If you found this post useful, please fill out the form below to join our mailing list and receive updates on future posts in our Guide to Metal Additive Manufacturing.
Please check out other posts in our blog series:
Digital Alloys’ Guide to Metal Additive Manufacturing
Learn about the technology behind our process:

Alex Huckstepp
VP Business Development

Digital Alloys is committed to providing the technology and expertise manufacturers need to use metal additive manufacturing in production — enabling them to save time, shrink costs, and produce valuable new product.