Digital Alloys’ Guide to Metal Additive Manufacturing - Part 15
Physics of Metal 3D Printing
January 8th, 2020
Metal Additive Manufacturing (AM) processes continue to improve in speed, cost, efficiency, and part quality. However, this trend is asymptotic. Metal AM technologies are ultimately constrained by the underlying laws of physics. Namely, the physics governing the movement of material and energy, and the dynamics of melting and solidification. By studying the physics governing metal AM, we can better understand both the limitations and maximum potential of the specific AM processes (pictured above).
Manufacturing is the processing of raw material (feedstock) into finished goods. Material processing requires the movement of material and energy. In metal AM processes, the primary material input is powder or wire, and the primary energy input is electricity which is converted to heat. We will focus on these four metal AM processes:
Powder Bed Fusion (PBF): The most widely used metal printing process, in which metal powder is spread into a thin layer and then selectively melted with a laser or electron beam.
Binder Jetting: Metal powder is spread into a thin layer, selectively bound, and then heated in a furnace to remove the binder and sinter the metal.
Directed Energy Deposition (DED): Metal powder or wire is melted using a laser, electron beam, plasma, or electric arc; dripping or spraying molten metal onto the part.
Joule Printing™: Wire is positioned in contact with the part and resistive heating melts the wire right at the point of deposition.
We will analyze the physics that influence the speeds and efficiencies with which these four processes move heat and material, as well as the resulting impact on material quality.
Movement of Material
In PBF, each layer of fine metal powder is spread with a “re-coater” blade that sweeps across the build chamber (diagram below). The speed is limited by the fluid dynamics of powder flow. If the blade moves too fast it cannot spread powder consistently and can impart significant forces on the parts in the build chamber, causing shifts in accuracy or breaking the parts off of the build plate. The re-coating step usually takes a few seconds per layer which may not sound like much, but with thousands of layers in a typical PBF build, re-coating adds up to many hours. This is a significant percentage of the total build time.
In most systems, the laser cannot melt metal powder while the re-coater blade is moving because the resultant vibrations compromise the precision of the laser position. The speed of PBF is ultimately constrained by re-coating despite the speed that each layer can be melted (more on this below).
Binder Jetting experiences similar powder spreading constraints to PBF. Most systems roll and vibrate the powder to ensure it settles consistently and achieves a high pack density (tight spacing between particles). Instead of melting the powder with a laser, in Binder Jetting tiny droplets of binder (glue) are jetted and, with the help of gravity, they infiltrate down into the powder layer (diagram below). The speed with which the powder penetrates through the tightly packed layer of powder is limited by fluid dynamics. The binder must completely infiltrate the thickness of the layer before the next layer can be processed. There are opposing physics at play. High powder pack densities are needed to achieve final parts with sufficient density and quality, but this reduces the speed of binder infiltration and overall production speed.
Once the “green” part is printed, it is put in a furnace and the binder is burned off. This is another material movement step that is rate limited - the binder removal rate increases as a function of furnace temperature but if the furnace is too hot the part can distort.
Directed Energy Deposition (DED)
In DED, metal powder is sprayed, or wire is pushed, into the heat source (video below). With large melt pool DED processes, the effective deposition rate is usually much faster than the aforementioned powder-bed processes. However, the deposition rate of powder and wire in DED is usually rate limited by the thermodynamics and fluid dynamics of the melt pool. If material is added to the melt pool too quickly it can result in turbulent fluid flow, creating an inconsistent deposition which limits part quality.
Joule Printing™ integrates material deposition and heating (through resistance heating) in a single step (diagram below). By avoiding dripping or spraying of material or having to maintain a large hot melt pool such as in DED, Joule Printing™ can deposit metal as fast as the mechanical system can deliver it. As such, the first Joule Printing™ systems are built with high speed (and high precision) XY gantries, capable of depositing material at over 3 G’s acceleration and 1 m/s linear speed. This is an order of magnitude faster than any other wire-based printing (real time video below).
Movement of Energy
In PBF, a laser or electron beam is used to move and direct energy into the powder bed. The efficiency of lasers and e-beams systems are relatively low – energy is lost at the beam source, dissipated into the powder bed, and reflected from the powder bed. Additional energy is required for actively cooling the beam source. Finally, as an additional energy and time loss, the whole print chamber must be heated before printing can begin.
At the microscopic level, the high energy PBF process is quite chaotic (see slow motion video below). Powder particles are ejected (“spatter”) and gases emitted from the melt zone making it impossible to completely control the movement of material and energy. Due to the high heat loads and rapid cooling, PBF has a propensity for high residual stresses and distortion. It tends to produce hard, brittle material with small grain sizes.
PBF print speed is constrained by the tight power band required by the unique powder melting process. Too little power and full fusion is not achieved. Too much and the powder is vaporized. This is why modern PBF systems have moved to multiple lasers in an attempt to speed up the process. There are diminishing returns to adding lasers because they are expensive. In addition, adding lasers doesn’t improve the wait time between layers (re-coating), and the control and stitching of multiple laser tool-paths (seams) creates new quality issues.
Binder Jetting separates the required movement of material and energy into two separate steps - creating the green part with binder and then the final part in a hot furnace by burning the binder off and sintering. The overall process is relatively energy efficient but is slowed down by the additional steps.
Binder Jetted green parts are like a metal sponge that needs to be shrunk drastically during the sintering process to reach higher density. Furnace sintering is rate limited the same way that cooking a turkey is. If the oven is too hot, the outside burns before the inside is cooked. In Binder Jetting, heat must slowly flow from the outside of the part to the inside, otherwise the outside can melt and temperature gradients can cause large distortions in geometry. This is especially true for larger parts and those with varying wall thickness. If the final part does not meet density requirements (Binder Jetting typically achieves 95-97% density) then additional HIP-ing is performed which is another energy and time intensive process.
Directed Energy Deposition (DED)
DED moves energy into the feedstock by pointing the energy source (laser, electron beam, or arc/plasma) and then spraying powder or pushing wire into the energy path. We have already mentioned the inefficiencies of laser systems due to heat loss, active cooling, and reflection. Similar issues exist with electron beams (diagram below). Arc/plasma systems require a high voltage energy source to maintain an arc, which is energy intensive and wasteful. All wire DED processes maintain a large hot melt pool which gets pushed around the part, causing large temperature gradients and re-melting of the existing part. Powder DED suffers from similar “spatter” issues present in PBF, where the kinetic energy of the powder particles can cause them to eject. With all DED and PBF processes, the cyclical, high-energy transfer can cause micro-structural issues like columnar grain growth that lead to anisotropy (inconsistent strength in all directions).
http://www.sciaky.com/additive-manufacturing/wire-am-vs-powder-am
Joule Printing™ relies on the physics of Joule heating (aka electrical resistance heating) – like a coil in a toaster. Joule heating is 100% efficient in converting electrical energy into heat. Since Joule Printing™ applies heat in the precise location where the wire meets the part, it adds only as much energy as is required to fully fuse the wire to the part. Joule Printing™ does not need to bring the metal much above its melting point nor does it require a large liquid melt pool. These result in less radiant energy waste and better material properties than DED processes.
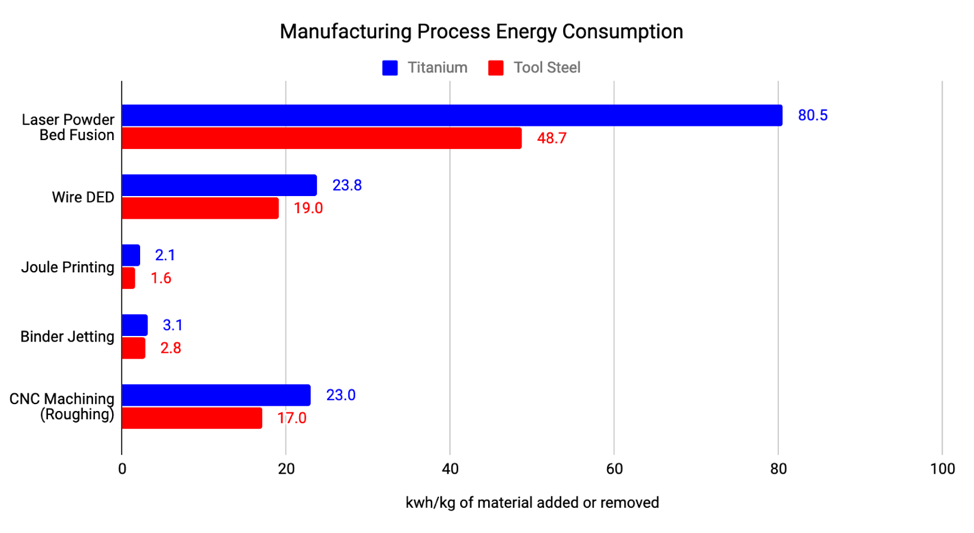
This chart illustrates the energy consumption from different primary manufacturing processes adding (AM) or removing a kg of titanium or steel:
Conclusion
The laws of physics govern everything around us, including metal AM.
In PBF, the thermodynamics and fluid dynamics of spreading and melting fine metal powders limit speeds and efficiencies, even with multiple beam sources. In Binder Jetting, thermodynamics and fluid dynamics of spreading, binding, de-binding, and sintering fine metal powders limits throughput and quality. In DED, the energy consumption and large hot melt pool constrain the efficiencies and can degrade quality. Joule Printing™ has fundamental advantages in speed and efficiency because it leverages wire feedstock and the physics of direct electrical resistance heating at the point of deposition.
Going forward, as metal AM technologies continue to be evaluated for different applications, part volumes, and economic targets, the limits of physics will be important to judge the ultimate potential of each unique approach.
—
If you found this post useful, please fill out the form below to join our mailing list and receive updates on future posts in our Guide to Metal Additive Manufacturing.
Please check out other posts in our blog series:
Digital Alloys’ Guide to Metal Additive Manufacturing
Learn about the technology behind our process:

Alex Huckstepp
VP Business Development

Digital Alloys is committed to providing the technology and expertise manufacturers need to use metal additive manufacturing in production — enabling them to save time, shrink costs, and produce valuable new product.